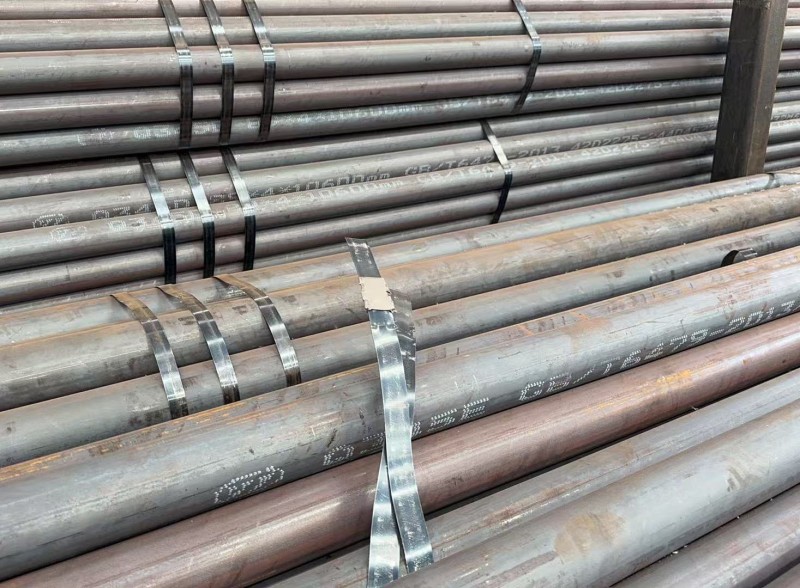
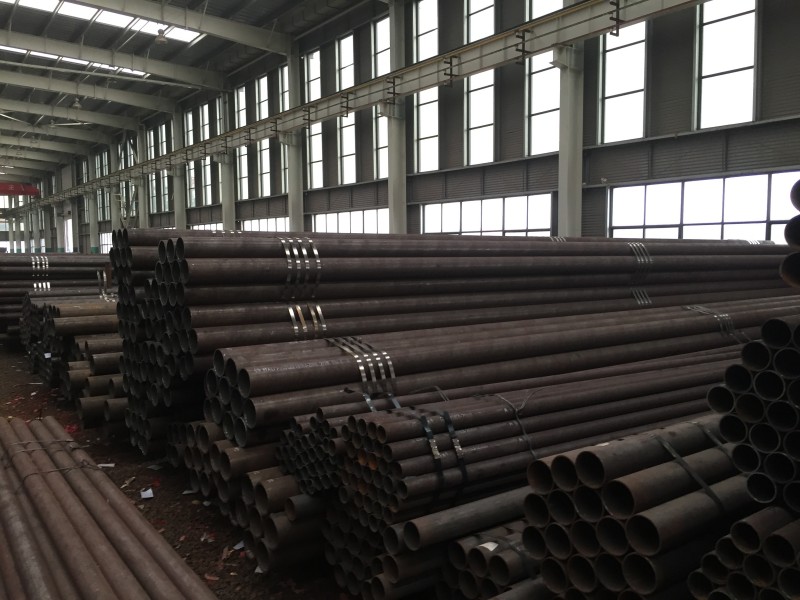
关于 四川Q345E无缝钢管的切割加工,这是一个需要更别重视和最精密控制的工艺过程。Q345E是Q345系列中的牌号,其核心价值在于的-40°C低温冲击韧性。任何不当的切割加工都会严重破坏其金相组织,导致其高昂价值荡然无存,并带来巨大的安全隐患。
以下是针对四川Q345E无缝钢管切割加工的指南。
Q345E通过极其严格的化学成分控制(超低S、P含量)和先进的冶金工艺(如正火或调质)获得其卓越性能。热切割产生的高温会彻底破坏其热处理状态,导致热影响区(HAZ)严重硬化、脆化,韧性断崖式下跌,并产生巨大的残余应力。
因此,切割Q345E的无上原则是:必须采用冷切割。任何热切割工艺都应被视为不可接受的选择,除非在极其特殊的条件下并伴随完整的焊后热处理。
| 切割方法 | 推荐度 | 原理 | 优点 | 缺点及对Q345E的风险 |
|---|---|---|---|---|
| 带锯/圆盘锯切割 | ⭐⭐⭐⭐⭐ | 锯齿冷切削。 | 冷加工,无任何热影响,完美保留母材性能;精度高。 | 速度较慢;只能切直线。 |
| 水刀切割 | ⭐⭐⭐⭐⭐ 完美选择 | 超高压水射流(加磨料)侵蚀切割。 | 冷切割,无热影响,无变形;可切任何复杂形状。 | 设备成本高;切割速度慢。 |
| 激光切割 | ⭐⭐ 有条件允许(仅限薄壁) | 高能激光束熔化、汽化金属。 | 精度极高;切口光洁;热影响区相对较小。 | 会产生热影响区,对Q345E的韧性有不可逆的损害风险。必须经过工艺评定。 |
| 等离子切割 | ⭐ 禁止/避免 | 高温等离子弧熔化金属。 | 速度快。 | 严重的热影响区,导致切口周边材料报废,完全违背使用Q345E的初衷。 |
| 火焰切割 | ❌ 禁止 | 氧气燃烧金属。 | 无。 | 毁灭性的热影响,会产生裂纹和严重脆化,严禁使用。 |
由于Q345E用于极端重要的场合,其加工要求近乎苛刻。
切削参数: 即使是冷切割,也需要选择适当的锯条齿形、切削速度和进给压力,或水刀的压力和磨料流量,以避免切口产生过多的毛刺或冷作硬化层。
冷却液: 带锯切割时使用足够的冷却液,不仅可以延长锯条寿命,还能防止局部温升过高(虽然远达不到相变温度)。
这是一种退而求其次的选择,必须执行以下全套流程:
工艺评定: 正式切割产品前,必须进行工艺试验。切割试板,然后对切口进行硬度测试和金相分析,确认热影响区的大小和性能变化在可接受范围内。
强制性预热: 必须进行预热,预热温度建议150°C以上。目的是降低切割时的冷却速度,减少淬硬倾向。
参数优化: 采用高功率、高速度的模式,追求最小热输入。
割后热处理: 切割后必须立即进行去应力退火(SR)。加热到其Ac1线以下的适当温度(如600-650°C),保温足够时间后缓冷。这是试图部分恢复材料性能的必要步骤,但无法完全恢复到原始状态。
严禁使用碳弧气刨等热加工方法。
应使用冷加工工艺,如:
铣床铣坡口
车床车坡口
专用坡口刨边机
目视检查(VT): 检查切口是否有裂纹、撕裂等缺陷。
无损检测(NDT): 对于激光切割的切口,必须进行磁粉探伤(MT) 或 渗透探伤(PT),以检测表面微裂纹。
硬度测试: 在切割试板或产品件上抽查,测量切口附近的热影响区硬度,确保其不超过技术规范要求的限值。
对于Q345E材料,一个安全可靠的加工流程必须是:
下料(带锯床冷切割) → 端面精加工(车床/立式车床) → 坡口加工(铣床/坡口机) → 清理毛刺 → 无损检测(如要求) → 尺寸检验 → 端口防锈保护。
处理Q345E这种材料,没有“性价比”的考虑,只有“安全”的原则。其切割成本本身就应包含在高昂的材料和安全性成本之中。
可靠的选择: 带锯床冷切割或水刀切割。这是不可妥协的底线。
禁止: 火焰切割和等离子切割应被完全排除在选项之外。
极特殊情况: 只有在经过全面技术论证、工艺评定、并配套完整热处理流程的前提下,才可对非承力件探索性使用激光切割。
行动指南:
明确告知加工方材料为Q345E及其用于-40°C低温环境的核心要求。
在合同和技术协议中明确指定“必须采用冷切割工艺(如带锯或水刀)”,并拒绝任何热切割方案。
要求加工方提供切割工艺方案以供审核。
安排现场见证或最终检验,确保要求得到执行。

Copyright © 鹏鑫钢铁有限公司 版权所有 鲁ICP备2023007626号